




Ms. Jenny Wang
Что я могу сделать для вас?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Вид оплаты:L/C,T/T,D/P,D/A,Paypal
Инкотермс:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU
Количество минимального заказа:1 Set/Sets
транспорт:Ocean,Air,Land,Express
Порт:Ningbo,Shanghai,Shenzhen
$45000-55000 /Set/Sets
Модель: CT11025
марка: CEETO
Метод формирования: Пластиковая плесень
место происхождения: Китай
материал продукта: Пластик
товар: Домохозяйство
Режим формирования: Инъекционная форма
Surface Finish Process: Powder Coating
Полость плесени: Единственная полость
Plastic Material: PE
Бегун: Горячий бегун
Монтаж: Исправлено
Сертификация: Iso
Индивидуально: Индивидуально
Программное обеспечение проектирования: UG
Стандартный: Hasco
Подробности Упаковки: Деревянная коробка
производительность: 500000shots/mold life
транспорт: Ocean,Air,Land,Express
Место происхождения: Китай
Поддержка о: 10sets/month
Сертификаты : ISO
Код ТН ВЭД: 8480790090
Порт: Ningbo,Shanghai,Shenzhen
Вид оплаты: L/C,T/T,D/P,D/A,Paypal
Инкотермс: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU






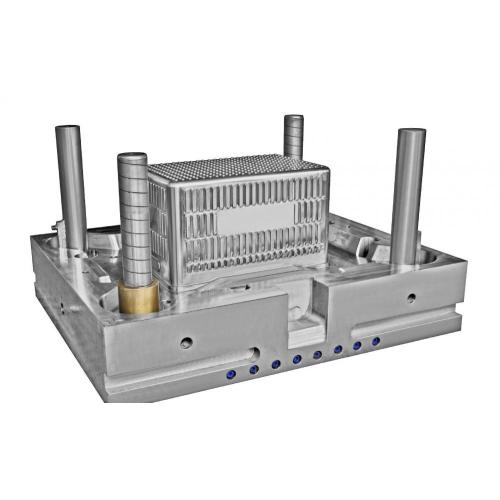
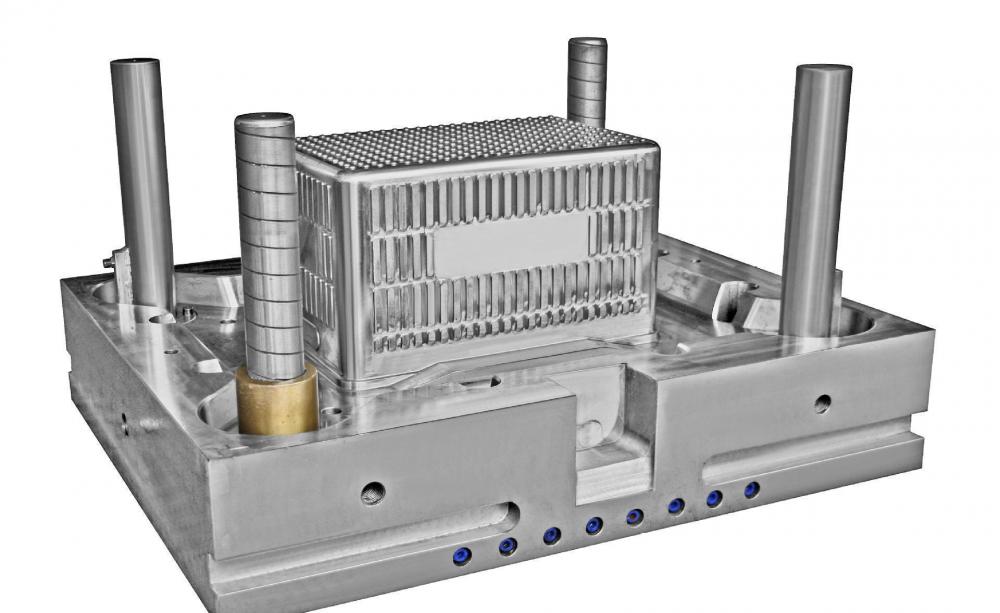
Ceeto Flom в течение многих лет была посвящена проектированию и изготовлению пластиковой ящиковой коробки и пластиковой коробки с фруктами, с богатым опытом, мы сделали всевозможные пластиковые ящики для ящиков и пластиковую коробку в соответствии с техническими требованиями клиента, и мы также можем предоставить вам с 3D -моделью с вашим образцом и внесите какие -либо изменения в дизайне продукта. Основываясь на нашем техническом опыте, здесь мы суммируем, как проектировать пластиковые детали фруктов и формы следующим образом.
⑴ Следует особенно рассматривать конструкцию формы и толщины стенки пластиковых деталей, чтобы облегчить гладкий поток полости начинки и избежать острых углов и зазоров.
⑵ Угол высвобождения должен быть большим, 15% со стеклянным волокном может быть 1 ° ~ 2 °, 30% со стеклянным волокном может быть 2 ° ~ 3 °. Когда угол тяги не допускается, следует избегать насильственного демонгирования и горизонтального Структура прощания должна быть принята.
⑶ CR OSSESTESE SOSCEST SYSTER должно быть большим, и процесс должен быть прямым и коротким, чтобы облегчить равномерное рассеяние волокон.
⑷ Конструкция входа в подачу должна учитывать профилактику недостаточного заполнения, анизотропного деформации , неравномерного распределения стеклянных волокон и простых в сварке и других неблагоприятных последствиях. Порт подачи должен быть тонким, широким, вентиляционным, кольцевым и многоточечным кормовым портами, чтобы сделать поток турбулентными, а стеклянные волокна равномерно распределялись, чтобы уменьшить анизотропию. Лучше всего не использовать порты подачи в форме иглы. Секция рта может быть увеличена надлежащим образом, а его длина должна быть короткой.
⑸ Сердеч и полость плесени должна иметь достаточную жесткость и прочность.
⑹ Плесень должна быть закаленной, отполированной и износостойкой стали, а детализации, которые просты, должны быть просты в ремонте.
⑺ Выброс должен быть равномерным, удобным для замены.
⑻ Плесень должна быть оборудована переполнением выхлопных газов и должна быть установлена в месте, где легко встречаются сварки.
Настройка температуры формы
⑴ Температура формы влияет на цикл литья и качество формования. В фактической работе устанавливается самая низкая соответствующая температура формы используемого материала, а затем регулируется приложением в соответствии с статусом качества.
⑵ Правильно говоря, температура формы относится к температуре поверхности полости при образовании. При проектировании плесени и настройке состояния разработки, важно не только поддерживать соответствующую температуру, но и позволить ее равномерно распределить.
(3) Неравномерное распределение температуры формы приведет к неравномерному усадке и внутреннему напряжению, что облегчает формовочный порт для деформирования и деформации
⑷ Увеличение Плесени Т -импература может получить следующие эффекты;
① Увеличьте кристалличность и более равномерную структуру литого продукта.
② Соберите усадку формования более полно, а затем уменьшите усадку.
③ Улучшение прочности и теплостойкости формованных продуктов.
④ Измените внутренний стресс Остаток, молекулярное выравнивание и деформация.
⑤ Снизить сопротивление потока во время заполнения и уменьшить потерю давления.
⑥ Сделайте внешний вид формованного продукта более блестящим.
⑦ Увеличьте вероятность заусенения в формованных продуктах.
⑧ Увеличьте положение вблизи ворота и уменьшите вероятность депрессии в дальнем положении.
⑨ Измените очевидную степень связывания
⑩ Увеличьте время охлаждения.
Измерение и пластификация
⑴ В процессе формования контроль Qu Antitity (измерение) и однородное плавление пластика (пластификация) выполняются пластизирующей единицей (пластизирующая единица) инъекционной машины.
①barrel Температура
Хотя плавление пластика составляет около 60-85% из-за тепловой энергии, генерируемой вращением винта, состояние плавления пластика по-прежнему подвержена воздействию температуры нагревательного цилиндра, особенно температура вблизи передней области Сопло-температура в передней области, когда она высокая, легко вызвать явление капания и вытягивания деталей при вытяжении.
Speed Speed
A. Плавание пластика в основном обусловлено теплом, генерируемым вращением винта, поэтому скорость винта слишком быстрая, он имеет следующие эффекты:
а Термическое разложение пластмасс.
беременный Стеклянное волокно (плюс волокно пластика) укорочен.
в Износ винта или нагревательного цилиндра ускоряется.
B. Настройка скорости может быть измерена по окружной скорости:
Периферическая скорость = n (скорость) * d (диаметр) * π (окружной)
Как правило, для пластик с низкой сумостойкостью с хорошей тепловой стабильностью периферическая скорость вращения винтового стержня может быть установлена примерно на 1 м / с, но для пластмассы с плохой термостабильностью она должна составлять около 0,1.
C. В практическом применении мы можем как можно больше снизить скорость винта, чтобы вращательное питание было завершено до открытия формы.
③back давление
A. Когда винт вращается и питается, давление, накопленное расплавом, перемещающимся к передней части винта, называется обратным давлением. Во время литья под давлением его можно отрегулировать, регулируя обратное давление гидравлического цилиндра впрыска. эффект:
а Расплавление тает более равномерно.
беременный Тонер и наполнитель более равномерно распределены.
в Сделайте газовый выход из порта Blanking.
дюймовый Измерение подачи точное.
B. Уровень обратного давления определяется вязкостью и термической стабильностью пластика. Слишком высокое обратное давление увеличивает время кормления, и из -за увеличения вращающейся силы сдвига легко привести к перегреву пластика. Как правило, подходит 5--15 кг / см2.









