






Ms. Jenny Wang
Что я могу сделать для вас?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Вид оплаты:L/C,T/T,D/P,D/A,Paypal
Инкотермс:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES
Количество минимального заказа:1 Set/Sets
транспорт:Ocean,Air,Land,Express
Порт:Ningbo,Shanghai,Shenzhen
$1000-50000 /Set/Sets
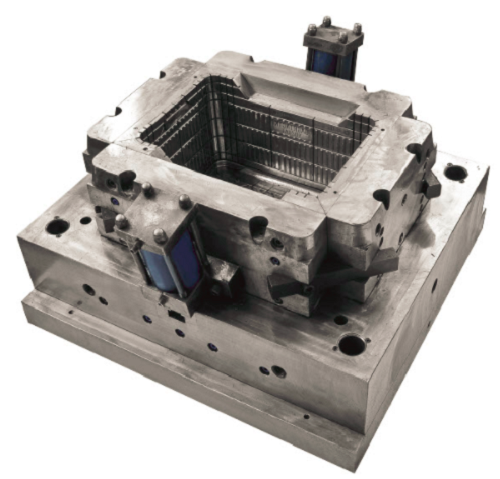
Модель: CT-11006
марка: CEETO
место происхождения: Китай
Метод формирования: Пластиковая плесень
материал продукта: Пластик
товар: Домохозяйство
Режим формирования: Инъекционная форма
Поверхностный процесс: Полировка
Полость плесени: Единственная полость
Пластиковый материал: HDPE
Тип комбинации процесса: Однопроцессовый режим
Заявление: Товар
Бегун: Горячий бегун
Программное обеспечение проектирования: UG
Монтаж: Исправлено
Сертификация: Iso
Стандартный: DME
Индивидуально: Индивидуально
Подробности Упаковки: Деревянная коробка
производительность: 500000shots/mold life
транспорт: Ocean,Air,Land,Express
Место происхождения: Китай
Поддержка о: 10sets/month
Сертификаты : ISO
Код ТН ВЭД: 8480790090
Порт: Ningbo,Shanghai,Shenzhen
Вид оплаты: L/C,T/T,D/P,D/A,Paypal
Инкотермс: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DDU,Express Delivery,DAF,DES





Крэт -плесень технические точки. Правильное устранение неполадок должно использовать систематический подход к решению проблем. Существуют два типа сбоев: проблемы, связанные с контролем качества и проблемы, возникающие при запуске производства. Если в прошлом была успешно произведена часть работы, но теперь продукт не соответствует стандарту, то существует проблема, связанная с контролем качества. Эти проблемы являются результатом изменений в некоторых факторах в процессе. Чтобы решить эти проблемы, вы должны определить, что изменилось, и вернуть процесс в соответствующее состояние. Программы в начале производства происходят во время ввода в эксплуатацию новой формы или машины.
Большинство проблем контроля качества вызваны условиями процесса, материалами или обслуживанием машин и плесени.

Если настройка матрицы основана на ранее успешных рабочих частях, проверьте исходные условия настройки. Если форма перемещается на другую машину для использования, для новой машины могут потребоваться незначительные корректировки. Если матрица изменяется во время его простоя,, может потребоваться корректировка процесса.
Чтобы решить проблемы, с которыми сталкиваются в начале производства, необходимо определить диапазон материалов, чтобы убедиться, что набор условий может создать квалифицированную заготовку.
Условия процесса сначала устанавливаются в средней точке диапазона обработки материалов, а затем процесс корректируется для решения любых наблюдаемых задач. Если невозможно получить успешный артефакт, определить, какие комбинации переменных должны быть изменены, чтобы решить Проблема. Эти изменения могут включать в себя выбор материала, выбор машины и/или перепроектирование плесени.

Технические проблемы при начале создания производства для ящиковой формы
Сварное несоответствие
Вентиляция нг
Вентиляционное отверстие расположено на финальном месте заполнения и на передней части расплава перекрестка
Увеличить размер вентиляции.
Температура расплава слишком низкая
Поднимите расплав и/или температуру.
Увеличьте скорость впрыска.
Отсутствие пластика и признаки жжения
В ловушке воздух и плохой выхлоп.
Улучшить вентиляционные отверстия и/или перенести их в выжженные районы.
Отсутствие пластика, но без жжения
Материала недостаточно
Увеличьте объем впрыска, если это возможно. Если нет, перенести на большую машину.
Входной блок ворота
Уменьшить скорость и обратное давление.
Опустите температуру в задней части ствола.
Давления впрыска недостаточно
Увеличить давление впрыска
Материальная вязкость слишком высока.
Увеличьте скорость впрыска.
Увеличьте температуру обработки.
Используйте композиты с низкой вязкостью.
Увеличить ворота и размеры бегуна.
Переполнение ящика
Над высоким давлением
Уменьшает давление впрыска и время.
Материал слишком много
Уменьшить объем впрыска.
Материальная вязкость слишком низкая
Уменьшить скорость впрыска.
Снизить температуру обработки.
Плесень свободно
Обрабатывать или размолоть поверхности.
Недостаточно сил зажима
Используйте композиты высокой вязкости.
Увеличьте тоннаж зажима.
Уменьшить толщину вентиляционного отверстия.
Перенести на большую машину.
Пор или коллапс
Поры появляются в заготовке. Корлапс отделен от стены плесени
Недостаточное давление наполнения во время затвердевания.
Увеличить давление наполнения и продлить время.
Увеличить размер ворот.
Перенесите ворот в самую толстую часть.
Увеличить размер бегуна.
Усадка материала и плавильные материалы в дефиците
Уменьшить толщину стенки
Воздушные пузырьки
Поверхность заготовки выпуклости на пузырьках.

Воздушная ловушка
Изменить положение затвора или изменить путь потока.
Пына расположена с точки зрения для устранения захваченного явления воздуха.
Трассировка потока и обратное наполнение
Заполните от тонкого до толстого.
Передайте положение затвора в более толстую часть.
Трассировка потока
тень
Поверхность нерегулярная.
Радиальная рябь.
Трассировка потока
Стрезинг
Эта область не заполнена равномерно.
Измените положение затвора, чтобы выровнять расплав или уменьшить диаметр бегуна.
Спиральный рисунок потока
Высокая вязкость расплава.
Увеличьте температуру обработки.
Увеличьте скорость впрыска.
Уменьшить размер ворот.
Изменить тип ворот.
Изменить положение ворот, чтобы получить воздействие.
Деформация
Анизотропное сокращение.
Изменение положения затвора приводит к тому, что таяние течет только в одном направлении.
Высокое остаточное напряжение на литья
Увеличьте температуру обработки.
Уменьшить давление упаковки.
Повысить температуру формы.
Поверхностные дефекты
Неровные блески пятна
Композиты с высокой молекулярной массой обрабатываются в высокополированных формах.
Вместо этого используйте составный материал с более низкой молекулярной массой.
Полость пресс -формы изменяется на текстурированную поверхность (электронная обработка разгрузки, песочная обработка и т. Д.).
Поверхностные дефекты
Серебряная или радиальная маркировка
Материал загрязнен.
Проверьте на наличие влаги (конденсации) или сухого материала.
Проверьте переработанные материалы для загрязняющих веществ или влаги. При необходимости.
Уменьшить скорость впрыска.
Высокий коэффициент сдвига.
Увеличьте температуру обработки.
Увеличить размер ворот.
Стриптизерша
Слишком мягкий во время демонгинга.
Продлить время закрытия.
Снизить температуру формы.
Снизить температуру обработки.
Измените на текстурированную поверхность плесени для облегчения облегчения.
Увеличьте размер стриптизерша.
Увеличьте склонность к рисованию заготовки.
Уменьшите толщину стены.
Используйте композитные материалы, содержащие агенты высвобождения плесени.
Используйте более сложные композиты.
Запах сжигания
Пожелтение заготовки
Деградация материала.
Замените машину и посмотрите, возникает ли проблема снова.
Снизить температуру обработки (особенно в задней части ствола).
Уменьшите коэффициент смешивания переработанных материалов.
Сократите свое пребывание.
Замените машину после парковки.
Переключитесь на меньшую машину.
Снизить температуру системы горячих бегунов.
Минимизируйте мертвый угол горячего бегуна.
Заготовка прилипана в сторону половины умирания или фиксированной умирации
Отсутствие силы освобождения.
Санчанка половина умирает.
Полирован B наполовину умирает.
Используйте наполовину кулер.
Установите штифт блокировки на половину режима B.
Увеличьте угол рисования заготовки за половину умирания.
Во время демонгинга заготовка приклеена
Отсутствие силы освобождения.
Продлить время закрытия.
Снизить температуру формы.
Снизить температуру обработки.
Уменьшить наполнение и удержание давления.
Песчаная обработка B Полу - умереть.
Увеличьте размер стриптизерша.
Увеличьте количество стриптизерш.
Увеличьте склонность к рисованию заготовки.
Установите воздух.
Неровный цвет
Плохой процесс дисперсии.
Увеличьте обратное давление и/или скорость винта.
Измените носитель цвета Masterbatch на материал с более низкой точкой плавления.
Загрязнение.
Проверьте, чистые ли переработанные материалы.
Мы также сделали 1 полость, 2 и 4 полости , а также 4 полости, а также плесень. Ящик для ящика, пластиковое формование ящика, пластиковые формы ящика, формование ящиков, китайский производитель плесени ящиков.


Подробное описание плесени пластикового поддона
Наш сервис
Контроль качества
Суппорты и оборудование для измерения CMM должны использоваться для проверки критических размеров пластиковых форм для инъекций, некоторые важные моменты должны быть проверены 3 или 4 раза и придумать отчеты о размерных улучшить формы.


Мы ожидаем вашего запроса, будь то пластиковые формы поддонов или пластиковые продукты поддона, мы отправим вам разумную цену с высококачественными плесеньми и продуктами. Добро пожаловать, чтобы посетить нас в ваше удобное время, мы с нетерпением ждем вас, спасибо большое.









