






Ms. Jenny Wang
Что я могу сделать для вас?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Вид оплаты:L/C,T/T,D/P,D/A,Paypal
Инкотермс:FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU
Количество минимального заказа:1000 Set/Sets
транспорт:Ocean,Land,Air,Express
Порт:Ningbo,Shanghai,Shenzhen
$1000-60000 /Set/Sets
Модель: CT-10232
марка: CEETO
место происхождения: Китай
Метод формирования: Пластиковая плесень
материал продукта: Пластик
товар: Домохозяйство
заявка: Car
Material: Aluminium
Демонгинг: Автоматический
Обработка поверхности: Heat Treatment
Using Hardness: >HRC45
Average Wall Thickness: >3mm
Mould Life: 500,000-1,000,000 shots
сертификация: CE
Индивидуально: Индивидуально
Условие: Новый
Подробности Упаковки: Деревянная коробка
производительность: 500000shots/mold life
транспорт: Ocean,Land,Air,Express
Место происхождения: Китай
Поддержка о: 5000sets/month
Сертификаты : ISO
Код ТН ВЭД: 8480411000
Порт: Ningbo,Shanghai,Shenzhen
Вид оплаты: L/C,T/T,D/P,D/A,Paypal
Инкотермс: FOB,CFR,CIF,FCA,EXW,FAS,CPT,CIP,DEQ,DDP,DES,DAF,Express Delivery,DDU




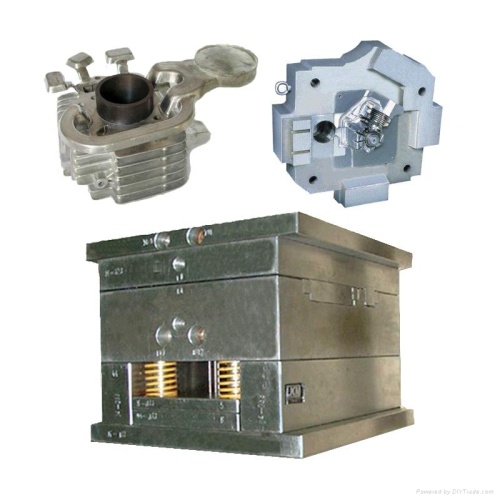
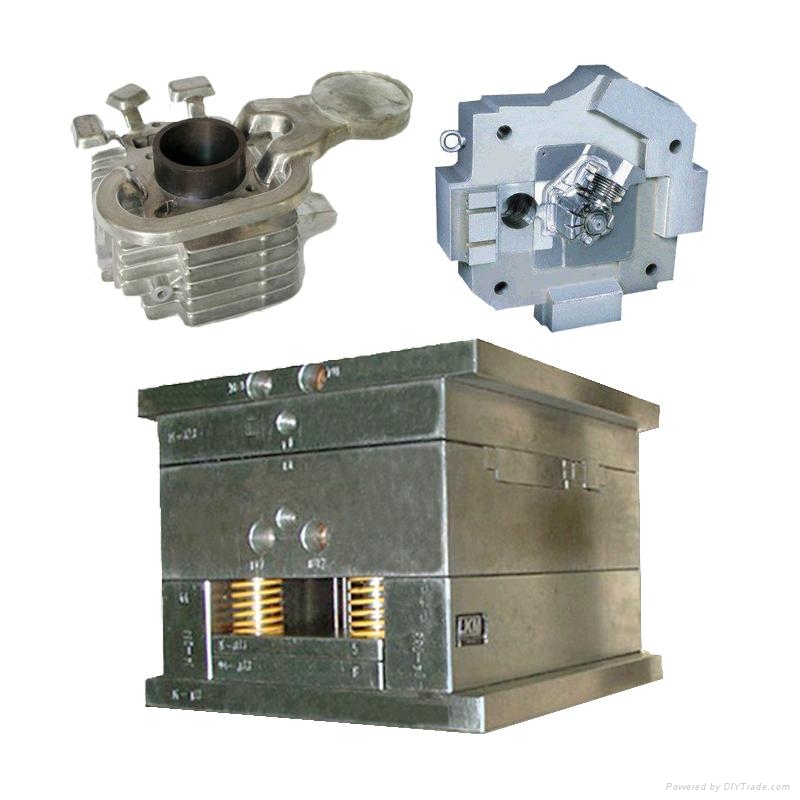
Корпус стартерного двигателя для алюминиевого литья под давлением Компоненты, которые мы поставляем, являются литьем для литья под давлением корпуса автомобильной коробки передач, литья под давлением для корпуса силиконового сцепления, продукта для крепления отражателя автомобиля и литья под давлением для блока цилиндров автомобиля, техническая обработка является своего рода методом литья под давлением жидкой штамповки , процесс, завершенный в специальной матрице для литья под давлением для кузнечной машины. Его основной технологический процесс заключается в следующем: жидкий металл сначала заполняется в полость пресс-формы на низкой или высокой скорости, и пресс-форма имеет подвижную поверхность полости. В процессе охлаждения металлической жидкости она выковывается под давлением, что устраняет дефекты усадки и пористости заготовки. Это также заставляет внутреннюю структуру заготовки достигать разбитого зерна в состоянии ковки. Комплексные механические свойства заготовки были значительно улучшены.
Автомобильные формы для литья под давлением основная информация:
Наше преимущество:
Контроль температуры поверхности формы для литья под давлением очень важен для производства высококачественного литья под давлением. Неравномерная или неподходящая температура литья под давлением также приведет к нестабильности размера отливки во время производственного процесса из-за деформации литья, что приведет к тепловому давлению, штампу, поверхностному углублению, внутренней усадке и дефектам горячего пузыря. Когда температура пресс-формы сильно варьируется, на переменные в производственном цикле, такие как время заполнения, время охлаждения и время распыления, влияют в разной степени.
Холодная полоса: причина в том, что температура на переднем конце супа-расплава слишком низкая, и при укладке есть следы
Решение:




Мы искренне приветствуем вас посетить наш завод, если у вас есть какие-либо вопросы о литейных формах, пожалуйста, свяжитесь с нами напрямую. Мы изготовили много форм для литья под давлением и экспортируем их во многие страны, надеемся, что сможем стать одним из ваших технических партнеров, мы с нетерпением ждем ваших отзывов. Спасибо.









