








Ms. Jenny Wang
Что я могу сделать для вас?

 Zhejiang Ceeto Mold Co.,Ltd.
Zhejiang Ceeto Mold Co.,Ltd.
Вид оплаты:L/C,T/T,D/P,D/A,Paypal,Others
Инкотермс:FOB,CFR,CIF,FCA,CPT,CIP,FAS,EXW,DEQ,DDP,DDU,DAF,DES
Количество минимального заказа:1 Set/Sets
транспорт:Ocean,Air,Express,Others,Land
Порт:Ningbo,Shanghai,Shenzhen
$8000≥1Set/Sets
Модель: CT-20220311
марка: CEETO
место происхождения: Китай
Метод формирования: Пластиковая плесень
материал продукта: Пластик
товар: Домохозяйство
Режим формирования: Инъекционная форма
Поверхностный процесс: Полировка
Полость плесени: Единственная полость
Пластиковый материал: HDPE
Тип комбинации процесса: Однопроцессовый режим
Заявление: Товар
Бегун: Горячий бегун
Программное обеспечение проектирования: UG
Монтаж: Исправлено
Сертификация: Iso
Стандартный: DME
Индивидуально: Индивидуально
Подробности Упаковки: Деревянная коробка
производительность: 500000shots/mold life
транспорт: Ocean,Air,Express,Others,Land
Место происхождения: Китай
Поддержка о: 10sets/month
Сертификаты : ISO
Код ТН ВЭД: 8480790090
Порт: Ningbo,Shanghai,Shenzhen
Вид оплаты: L/C,T/T,D/P,D/A,Paypal,Others
Инкотермс: FOB,CFR,CIF,FCA,CPT,CIP,FAS,EXW,DEQ,DDP,DDU,DAF,DES





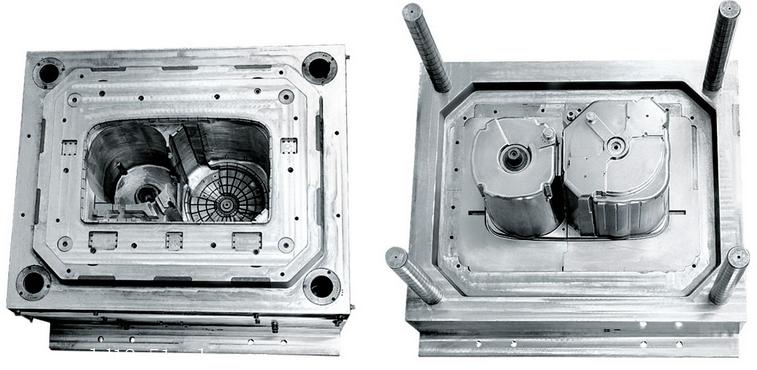

Мы профессиональны, чтобы делать высококачественные пластиковые инъекционные формы следующим образом:
⑴ Следует особенно рассматривать конструкцию формы и толщины стенки пластиковых деталей, чтобы облегчить гладкий поток полости начинки и избежать острых углов и зазоров.
⑵ Угол высвобождения должен быть большим, 15% со стеклянным волокном может быть 1 ° ~ 2 °, 30% со стеклянным волокном может быть 2 ° ~ 3 °. Когда угол тяги не допускается, следует избегать насильственного демонгирования и горизонтального Структура прощания должна быть принята.
⑶ CR OSSESTESE SOSCEST SYSTER должно быть большим, и процесс должен быть прямым и коротким, чтобы облегчить равномерное рассеяние волокон.
⑷ Конструкция входа в подачу должна учитывать профилактику недостаточного заполнения, анизотропного деформации , неравномерного распределения стеклянных волокон и простых в сварке и других неблагоприятных последствиях. Порт подачи должен быть тонким, широким, вентиляционным, кольцевым и многоточечным кормовым портами, чтобы сделать поток турбулентными, а стеклянные волокна равномерно распределялись, чтобы уменьшить анизотропию. Лучше всего не использовать порты подачи в форме иглы. Секция рта может быть увеличена надлежащим образом, а его длина должна быть короткой.
⑸ Сердеч и полость плесени должна иметь достаточную жесткость и прочность.
⑹ Плесень должна быть закаленной, отполированной и износостойкой стали, а детализации, которые просты, должны быть просты в ремонте.
⑺ Выброс должен быть равномерным, удобным для замены.
⑻ Плесень должна быть оборудована переполнением выхлопных газов и должна быть установлена в месте, где легко встречаются сварки.
Настройка температуры формы
⑴ Температура формы влияет на цикл литья и качество формования. В фактической работе устанавливается самая низкая соответствующая температура формы используемого материала, а затем регулируется приложением в соответствии с статусом качества.
⑵ Правильно говоря, температура формы относится к температуре поверхности полости при образовании. При проектировании плесени и настройке состояния разработки, важно не только поддерживать соответствующую температуру, но и позволить ее равномерно распределить.
(3) Неравномерное распределение температуры формы приведет к неравномерному усадке и внутреннему напряжению, что облегчает формовочный порт для деформирования и деформации
⑷ Увеличение Плесени Т -импература может получить следующие эффекты;
① Увеличьте кристалличность и более равномерную структуру литого продукта.
② Соберите усадку формования более полно, а затем уменьшите усадку.
③ Улучшение прочности и теплостойкости формованных продуктов.
④ Измените внутренний стресс Остаток, молекулярное выравнивание и деформация.
⑤ Снизить сопротивление потока во время заполнения и уменьшить потерю давления.
⑥ Сделайте внешний вид формованного продукта более блестящим.
⑦ Увеличьте вероятность заусенения в формованных продуктах.
⑧ Увеличьте положение вблизи ворота и уменьшите вероятность депрессии в дальнем положении.
⑨ Измените очевидную степень связывания
⑩ Увеличьте время охлаждения.
Измерение и пластификация
⑴ В процессе формования контроль Qu Antitity (измерение) и однородное плавление пластика (пластификация) выполняются пластизирующей единицей (пластизирующая единица) инъекционной машины.
①barrel Температура
Хотя плавление пластика составляет около 60-85% из-за тепловой энергии, генерируемой вращением винта, состояние плавления пластика по-прежнему подвержена воздействию температуры нагревательного цилиндра, особенно температура вблизи передней области Сопло-температура в передней области, когда она высокая, легко вызвать явление капания и вытягивания деталей при вытяжении.
Speed Speed
A. Плавание пластика в основном обусловлено теплом, генерируемым вращением винта, поэтому скорость винта слишком быстрая, он имеет следующие эффекты:
а Термическое разложение пластмасс.
беременный Стеклянное волокно (плюс волокно пластика) укорочен.
в Износ винта или нагревательного цилиндра ускоряется.
B. Настройка скорости может быть измерена по окружной скорости:
Периферическая скорость = n (скорость) * d (диаметр) * π (окружной)
Как правило, для пластик с низкой сумостойкостью с хорошей тепловой стабильностью периферическая скорость вращения винтового стержня может быть установлена примерно на 1 м / с, но для пластмассы с плохой термостабильностью она должна составлять около 0,1.
C. В практическом применении мы можем как можно больше снизить скорость винта, чтобы вращательное питание было завершено до открытия формы.
③back давление
A. Когда винт вращается и питается, давление, накопленное расплавом, перемещающимся к передней части винта, называется обратным давлением. Во время литья под давлением его можно отрегулировать, регулируя обратное давление гидравлического цилиндра впрыска. эффект:
а Расплавление тает более равномерно.
беременный Тонер и наполнитель более равномерно распределены.
в Сделайте газовый выход из порта Blanking.
дюймовый Измерение подачи точное.
B. Уровень обратного давления определяется вязкостью и термической стабильностью пластика. Слишком высокое обратное давление увеличивает время кормления, и из -за увеличения вращающейся силы сдвига легко привести к перегреву пластика. Как правило, подходит 5--15 кг / см2.
④slack Back (отстой, декомпрессия)
A. Перед началом подачи винта винт может быть должным образом втянут, что может снизить давление расплава в переднем конце формы. Это называется фронтальным ослаблением. Его эффект может предотвратить давление расплава на форсунке сопла. Формование.
B. После завершения подачи винта винт может быть должным образом втянут, чтобы уменьшить давление расплава на переднем конце винта. Это называется ослаблением назад, и его эффект может предотвратить каплю сопла.
C. недостаток в том, что легко прикрепить основную (Sprue) форму; Несмотря на слишком много ослабления, он может всосать воздух и заставить формованного продукта иметь воздушные отметки.









